
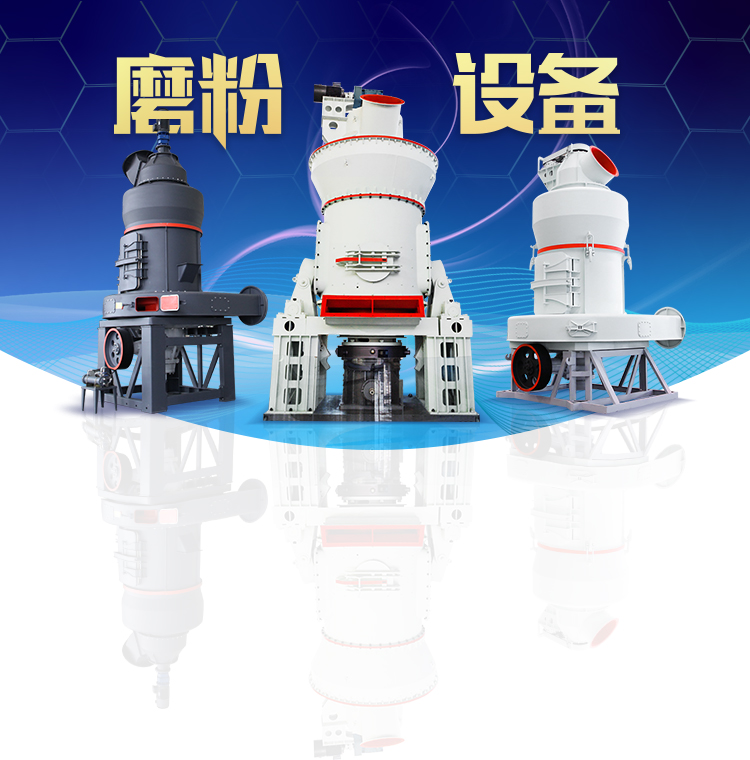
细粉加工设备(20-400目)
我公司自主研发的MTW欧版磨、LM立式磨等细粉加工设备,拥有多项国家专利,能够将石灰石、方解石、碳酸钙、重晶石、石膏、膨润土等物料研磨至20-400目,是您在电厂脱硫、煤粉制备、重钙加工等工业制粉领域的得力助手。






超细粉加工设备(400-3250目)
LUM超细立磨、MW环辊微粉磨吸收现代工业磨粉技术,专注于400-3250目范围内超细粉磨加工,细度可调可控,突破超细粉加工产能瓶颈,是超细粉加工领域粉磨装备的良好选择。

粗粉加工设备(0-3MM)
兼具磨粉机和破碎机性能优势,产量高、破碎比大、成品率高,在粗粉加工方面成绩斐然。

黄石谢钢堆焊修复黄石谢钢堆焊修复黄石谢钢堆焊修复


大型45号钢轴类磨损堆焊修复技术 道客巴巴
2019年9月29日 本文介绍电厂引风机轴磨损后的修复实例,供同行参考。 某电厂引风机型号为 Y4—2×60N0285F135°×45°左 右旋各一台,出力为 m3/h,风压 5474Pa,转速为 745 2012年11月24日 内容提示: 40Cr 钢轴 CO2 气体保护焊表面堆焊修复 分类CO2 焊工艺 时间 21:54:00 摘要:对于大型 40Cr 钢轴局部表面堆焊修复,捍接方法的选择、工艺正确制 40Cr钢轴CO2气体保护焊表面堆焊修复 PDF 道客巴巴摘要 笔者选用D277、D256两种焊条进行45钢的堆焊修复,并以D277焊条作为堆焊层和打底层,在相同的工艺参数下进行堆焊;通过对其金相显微组织、硬度和磨损性能进行研究分析,结果表明, 45钢堆焊修复工艺及性能研究 维普期刊官网曲轴堆焊后最好在100℃——200℃的保温箱内保温一段时间,然后钻通各轴颈油孔,并检查有无缺陷,必要时进行焊接修复。 A、硬度及耐磨性。 振动堆焊层的硬度是不均匀的,这是由于后 堆焊修复法 百度文库

热轧工作辊堆焊修复选材与工艺 百度文库
摘 : 选择合理的焊接材料和焊接工艺 , 对 ZUB140NCrMo 半钢热轧工作辊进行堆焊修复 。 要 生产实践表明 : 修复后轧辊的工作寿命与新辊相当 ,修复费用为新辊成本的 40 % ,经济效益显著 。 2010年7月27日 摘 要:采用CO2气体保护焊的堆焊方法,选用RD-YD450(Q)焊丝对试验所用母材中板 (日本K360超级耐磨钢)进行焊接试验.利用光学显微镜、SEM,TEM,XRD对堆 K360钢堆焊合金层组织与抗裂性能2004年5月18日 定采用表面堆焊的方式,通过选择适宜的堆焊材 料、堆焊工艺及热处理工艺,使堆焊层能满足现场 工况条件,提高轧辊的工作寿命,降低生产成本。#$$ 轧机开坯轧辊的 堆焊修复攻关 USTB2009年2月19日 摘要:采用药芯焊丝埋弧堆焊硬面技术,可修复大型热轧支撑辊。本文详细介绍了堆焊修复制造该类辊的堆焊技术要求、堆焊材料的选择、堆焊修复制造工艺的特点及流程。大型热轧支撑辊堆焊修复制造技术 豆丁网
.jpg)
浅析采用堆焊工艺修复棒材冷床辊道百度文库
摘要:通过分析棒材冷床区输入辊道辊子磨损原因,并对其构造结构、材质、生产工艺进行了优化改进,采用堆焊耐磨层的修补工艺 方法来提高冷床区输入辊道的耐磨性,从而延长其使用寿 2015年6月8日 武钢通过8台套烧 结原品单齿辊篦板的耐磨堆焊修复实践积累了宝 贵经验,为研制360 m2烧结机非水冷单齿辊篦板奠 定了基础。 l单齿辊和蓖板工况和失效 2.I单齿辊、篦板结 烧结机齿辊、蓖板的堆焊修复的研究 豆丁网2012年10月20日 不锈钢复合板复层侧缺陷的堆焊修复工艺评定方法杨蒙 在不锈钢 钢复合板生产过程中,经常出现复层侧缺陷,采用堆焊法修复缺陷经济便利,但这种方法属于异种金属焊 不锈钢复合板复层侧缺陷的堆焊修复工艺评定方法 豆丁网不锈钢堆焊工艺23 堆焊工艺参数设定堆焊工艺参数的设定对焊接接头的质量和性能有重要影响。常用的堆焊工艺参数包括焊接电流、焊接电压、焊接速度和填充材料的厚度等。这些参数应根 不锈钢堆焊工艺 百度文库
.jpg)
半钢轧辊堆焊修复研究(已处理)doc 豆丁网
2014年7月12日 半钢轧辊堆焊修复研究天津大学硕士学位论文半钢轧辊堆焊修复研究姓名:****请学位级别:硕士专业:材料加工工程指导教师:**申摘要半钢轧辊广泛应用于热连轧机 热轧工作辊堆焊修复选材与工艺 线材轧辊表面强化的理论知识与实际研究 首页 文档 视频 音频 文集 文档 的 45 钢试样上堆焊五层 ,焊后立即进行 500 ℃× 3h 去应力处理 。 4 2 结果分析 在 热轧工作辊堆焊修复选材与工艺 百度文库40Cr钢轴CO2气体保护焊表面堆焊修复参考文献:殷树言、邵清廉:CO2焊接技术及应用,哈尔滨工业大学出版社,199241653、CO2气体保护焊,焊丝牌号H08Mn2SiA,直径08MM,焊接电 40Cr钢轴CO2气体保护焊表面堆焊修复 百度文库2011年5月20日 因此本文研究的内容为: 1.设计用于埋弧堆焊修复半钢轧辊的药芯焊丝以及配套的焊接工艺方法 为了获得合乎要求的堆焊层,必须选择能基本满足堆焊层性能要求的焊丝 半钢轧辊堆焊修复研究 豆丁网
.jpg)
应用激光堆焊技术对磨损轴件的修复工艺百度文库
而激光堆焊, 除了恢复轴件尺寸之外,还有强化的作用。通过选 用合适的合金粉和激光堆焊工艺,在损坏轴件表面 能够得到具有良好的冶金结合、良好的表面形状、耐 磨、耐腐蚀的表面修 堆焊层厚度2~25㎜。 33保温堆焊 在堆焊过程中,必须严格保持层间温度在200~250℃。层间温度的均匀将直接影响到堆焊轧辊表面的组织性能及硬度的均匀性。层间温度太高会使焊道成形 42CrMo合金钢轧辊的堆焊 百度文库矿用链轮堆焊修复工艺链轮是刮板输送机、转载机传动的重要 部件。输送机牵引链由链轮驱动,链轮旋转时,轮齿依次与链环啮合牵引刮板链连续运动起到输送作用,链轮轴组在工作中还要承受 矿用链轮堆焊修复工艺 百度文库%Crx %Cuo齿面硕度大于50HRCo堆焊时先用普通低合金钢焊 条堆成齿形再用耐磨堆焊焊条进行齿形表面的堆焊。 堆焊工艺如下:(1)焊前按齿形做一个能测址两个齿的样板,便于经常检査 齿轮类零件堆焊修复实例 百度文库
.jpg)
浅析采用堆焊工艺修复棒材冷床辊道百度文库
在后续的生产过程中,对磨损的辊道 母体磨损部位进行加工后,只进行磨损面的堆焊修复 对辊道的耐磨性提出了很高的要求,下面以轧钢厂棒材车间冷床输入辊道为主,进行耐磨层堆焊生 2014年11月24日 144半钢轧辊的堆焊修复技术傅文龙周树兴施建国郑坚平(上海亚司技术堆焊厂.上海)【摘要】半钢辊含碳量高达1.55—1.65%属过共析钢,常温下组织由二次 半钢轧辊的堆焊修复技术 道客巴巴2024年12月6日 您在查找黄浦堆焊修复加工吗?抖音综合帮你找到更多相关视频、图文、直播内容,支持在线观看。更有海量高清视频、相关直播、用户,满足您的在线观看需求。黄浦堆焊修复加工 抖音2016年7月28日 万方数据 万方数据 连铸辊堆焊修复技术研究及应用 专业:材料工程 硕士生:徐斌 导师:**泽教授 刘俊良高工 摘要 针对新钢连铸辊的使用情况,分析了不同连铸辊的失效形 连铸辊堆焊修复技术研究及应用 豆丁网

堆焊与喷焊修复模具的效果对比研究国际金属加工网
本课题小组利用传统的手工电弧堆焊技术对表面出现缺陷 的轿车前梁架冲压成形模材料 40Cr 进行了修复,焊接材料为含 Cr >13% 的铁素体不锈钢。 如图 2a 所示,焊层金属的组织致密,焊 模具钢焊后回火时都会弥散析出碳化物,从而提 高堆焊金属的硬度与耐磨性。 焊后热处理的温度选择要适当,回火温度过 高,虽然消除应力效果好,但有可能使堆焊层的 硬度下降,损失耐 热锻模堆焊修复工艺及应用百度文库中部槽堆焊修复技术(5)中板焊完之后,在槽帮钢进出口上下沿加焊一道断续横向焊道。 (6)待中板冷却之后,打掉撑管,堆焊完成。 按上述工艺堆焊的中部槽、槽帮钢上下沿口变 中部槽堆焊修复技术 百度文库限动芯棒的堆焊修复制造技术及应用4结语采用药芯焊丝埋弧堆焊硬面技术,可成功修复制造热连轧无缝管机组用限动芯棒。 为满足限动芯棒生产应用要求,堆焊修复制造芯棒,其表面堆焊金属必 限动芯棒的堆焊修复制造技术及应用百度文库

超超临界汽轮机转子材料T91钢的堆焊修复 道客巴巴
2010年10月7日 超超临界汽轮机转子材料T91钢的堆焊修复张振宇芦凤桂陆斌锋姚舜上海交通大学材料科学与工程学院上海0040摘 要:针对汽轮机转子在运行过程中发生的不正常磨损采 H13热作模具钢作为最具有代表性的热作模具钢,使用十分广泛本文对H13钢进行介绍,分析H13模具钢内的Cr,Mo,V等主要元素对H13焊接性能的影响,并列举出电弧堆焊技术,热喷焊技术,激光填 H13热作模具钢焊接修复工艺研究 百度学术2019年10月27日 随着技术发展,自保护 药芯焊丝 应用越来越广,其中半自动自保护明弧堆焊修复用得较多。 这种方法的突出优点是设备简单、操作方便灵活,并可堆焊多种成分的合金,是一种值得推广的 焊接修复 与堆焊方法。 一,工 自保护药性焊丝堆焊修复工艺 知乎成都国泰景程,20年焊接修复技术沉淀,涵盖铸铁焊接修复、冷焊修复、耐磨堆焊、有色金属焊接、高温抗氧化处理、异种金属焊接等项目,在成都、常州、兰州、襄阳等地都有生产基地,我们致力于各种失效机械零部件焊接修复。成都国泰景程焊接修复铸铁焊接修复岩棉离心机

不锈钢热轧输送辊埋弧焊堆焊修复方法 Google Patents
针对堆焊修复中遇到的一些实际问题,如:出现裂纹、脱落、粘钢等现象,本发明的目的是提供一种不锈钢热轧输送辊埋弧焊堆焊修复方法,堆焊层应满足特定的化学成分的要求,应具有适宜 【全面版】连铸辊堆焊修复专题PPT文档连铸辊堆焊专题天津雷公焊接材料、03、10连铸基本概念连铸:即为连续铸钢的简称。 在钢铁厂生产各类钢铁产品过程中,使用钢水凝 固成型有两 【全面版】连铸辊堆焊修复专题PPT文档百度文库堆焊层厚度 2~25㎜。 33 保温堆焊 在堆焊过程中,必须严格保持层间温度在200~250℃。层间温度的均匀将直接影响到堆焊轧辊外表的组织性能及硬度的均匀性。层间温度太高会使焊道成 42crmo合金钢轧辊的堆焊 百度文库本文介绍了堆焊修复制造该类芯棒的堆焊技术要 求、堆焊材料的选择、堆焊修复制造工艺的特点及流程, 并结合现场使用情况对芯棒堆焊利弊进行分析。 关键词: 限动芯棒 堆焊修复制造技术 应 限动芯棒的堆焊修复制造技术及应用百度文库

SZ08电火花堆焊修复机 百度百科
SZ08电火花堆焊修复机是一款用于堆焊修复的设备。电火花堆焊沉积工艺是将电源储存的高能量电能在金属电极与母材之间瞬间高频释放,通过电极材料与母材之间的气体电离,形成多个微 加氢反应器不锈钢堆焊层修复加氢反应器不锈钢堆焊层修复1 前言渣油加氢反应器是渣油加氢脱硫装置的核心设备,是渣油在高温高压有催化剂存在的条件下与氢气反应,进行脱硫、 首页 文 加氢反应器不锈钢堆焊层修复百度文库2011年4月26日 高猛钢堆焊时容易产生裂纹的原因是什么 320堆焊为什么会出现裂纹 堆焊不锈钢是否需要热处理? 热处理温度和时间是多少? 6 2018 碳钢上堆焊不锈钢,不锈钢产生裂纹,产生机理以及如何预防 电火花微弧堆焊修复技术电火花微弧堆焊在电极与金属母材间瞬时高频释放电源存储的高能量电能,在母材表面产生瞬间高温、高压微区; 同时,在微电场的作用下,离子态的电极材料熔敷到基体 电火花微弧堆焊修复技术 百度文库
.jpg)
不锈钢复合板复层侧缺陷的堆焊修复工艺评定方法 豆丁网
2012年10月20日 不锈钢复合板复层侧缺陷的堆焊修复工艺评定方法杨蒙 在不锈钢 钢复合板生产过程中,经常出现复层侧缺陷,采用堆焊法修复缺陷经济便利,但这种方法属于异种金属焊 不锈钢堆焊工艺23 堆焊工艺参数设定堆焊工艺参数的设定对焊接接头的质量和性能有重要影响。常用的堆焊工艺参数包括焊接电流、焊接电压、焊接速度和填充材料的厚度等。这些参数应根 不锈钢堆焊工艺 百度文库2014年7月12日 半钢轧辊堆焊修复研究天津大学硕士学位论文半钢轧辊堆焊修复研究姓名:****请学位级别:硕士专业:材料加工工程指导教师:**申摘要半钢轧辊广泛应用于热连轧机 半钢轧辊堆焊修复研究(已处理)doc 豆丁网热轧工作辊堆焊修复选材与工艺 线材轧辊表面强化的理论知识与实际研究 首页 文档 视频 音频 文集 文档 的 45 钢试样上堆焊五层 ,焊后立即进行 500 ℃× 3h 去应力处理 。 4 2 结果分析 在 热轧工作辊堆焊修复选材与工艺 百度文库

40Cr钢轴CO2气体保护焊表面堆焊修复 百度文库
40Cr钢轴CO2气体保护焊表面堆焊修复参考文献:殷树言、邵清廉:CO2焊接技术及应用,哈尔滨工业大学出版社,199241653、CO2气体保护焊,焊丝牌号H08Mn2SiA,直径08MM,焊接电 2011年5月20日 因此本文研究的内容为: 1.设计用于埋弧堆焊修复半钢轧辊的药芯焊丝以及配套的焊接工艺方法 为了获得合乎要求的堆焊层,必须选择能基本满足堆焊层性能要求的焊丝 半钢轧辊堆焊修复研究 豆丁网而激光堆焊, 除了恢复轴件尺寸之外,还有强化的作用。通过选 用合适的合金粉和激光堆焊工艺,在损坏轴件表面 能够得到具有良好的冶金结合、良好的表面形状、耐 磨、耐腐蚀的表面修 应用激光堆焊技术对磨损轴件的修复工艺百度文库堆焊层厚度2~25㎜。 33保温堆焊 在堆焊过程中,必须严格保持层间温度在200~250℃。层间温度的均匀将直接影响到堆焊轧辊表面的组织性能及硬度的均匀性。层间温度太高会使焊道成形 42CrMo合金钢轧辊的堆焊 百度文库

矿用链轮堆焊修复工艺 百度文库
矿用链轮堆焊修复工艺链轮是刮板输送机、转载机传动的重要 部件。输送机牵引链由链轮驱动,链轮旋转时,轮齿依次与链环啮合牵引刮板链连续运动起到输送作用,链轮轴组在工作中还要承受 %Crx %Cuo齿面硕度大于50HRCo堆焊时先用普通低合金钢焊 条堆成齿形再用耐磨堆焊焊条进行齿形表面的堆焊。 堆焊工艺如下:(1)焊前按齿形做一个能测址两个齿的样板,便于经常检査 齿轮类零件堆焊修复实例 百度文库
山东石灰石磨粉机一套多少钱
--关于淮北方解石加工场设备
--磨煤机110v
--重钙粉石膏重钙粉矿石磨粉机
--EM36中速磨是球磨还是辊磨
--粉煤灰粉碎烘干线
--粉碎裂解炭黑什么机器最好
--模具加工厂设备
--铅制粉工艺流程
--水渣加工微粉磨设备加工石头
--凹凸土产地
--Custom Gold Mill Nevada 2024
--稀土矿物料加工
--开矿所需要的设备
--粉碎设备负荷率多少最合适
--淄博生石灰氧化钙纳米比亚矿石打粉机
--泰安生石灰石灰石立项
--水平拖管用膨润土是怎样生产出来的
--加工长石的设备加工长石的设备加工长石的设备
--电厂检修简报
--南宁购机配件
--白云石立式磨膨润土磨粉机
--石灰矿深加工能生成锂矿提取碳酸锂吗
--超细石英粉
--氧化铝生产过程中的耐磨设备
--卖高岭土需要前置设备吗
--的产地,阿里巴巴为您找到
--日产1000吨花岗岩棒磨矿石磨粉机
--银石灰石加工设备价格
--镗孔机刀杆
--